Info-Tech’s Best Research for Manufacturing 2026
IT leaders are looking to address the uncertainties facing their manufacturing operations.
Manufacturers are accelerating digital transformation to stay competitive in a volatile global environment. From supply chain disruption to the shift to Industry 4.0/5.0, IT is critical to driving efficiency, resilience, and innovation across operations. Explore this research-based resource designed to help IT leaders navigate the most pressing challenges in Manufacturing today.
We’ve consolidated the most critical research for IT leaders in the Manufacturing sector in 2026 to address these challenges:
- The need for stronger IT/business alignment to drive growth.
- Rising cybersecurity risks across connected systems.
- The push to adopt Industry 4.0/5.0 technologies and capabilities.
- Increasing complexity in supply chains and demand planning.
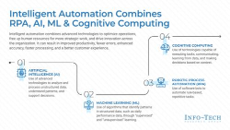
- Growing demand to integrate AI and intelligent automation into operations.
Info-Tech's Best Research for Manufacturing 2026
IT leaders are looking to address the uncertainties facing their manufacturing operations.
Info-Tech's Best Research for Manufacturing 2026
IT leaders are applying research-driven insights to tackle the unique challenges they face in Manufacturing
Manufacturers are accelerating digital transformation to stay competitive in a volatile global environment. From supply chain disruption to the shift to Industry 4.0/5.0, IT is critical to driving efficiency, resilience, and innovation across operations.
We've consolidated the most critical research for IT leaders in the manufacturing sector in 2026 to address these challenges:
- The need for stronger IT-business alignment to drive growth.
- Rising cybersecurity risks across connected systems.
- The push to adopt Industry 4.0/5.0 technologies and capabilities.
- Increasing complexity in supply chains and demand planning.
- Growing demand to integrate AI and intelligent automation into operations.
Top Trends and Priorities for Manufacturing
"We make your IT department more professional, and we make your IT professionals the best."

Steven Schmidt
Senior Managing Partner
Info-Tech Research Group
1
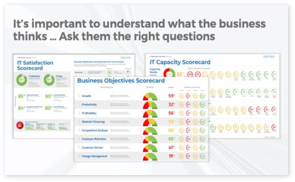
Initiate strategic business-IT synergy
Understand business needs and collaborate with stakeholders.

2
Strengthen cybersecurity practices
Establish and execute a systematic cybersecurity strategy.

3
Adopt Industry 4.0/5.0
Develop strategic partnerships and engage in joint R&D initiatives.

4
Effectively integrate AI and generative AI
Be a pioneer and implement AI initiatives early.

5
Unlock the potential of intelligent automation
Accelerate modernization efforts to master the evolving technology ecosystem.
6
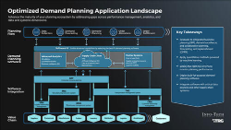
Embrace demand planning technologies
Embrace specialized demand planning systems.
7
Master supply chain visibility
Centralize information with supply chain control towers.

8
Achieve sustainability and compliance excellence
Implement holistic product tracking and tracing.

9
Excel in talent, governance, and stakeholder success
Strategically develop and acquire talent.

10
Master digital transformation
Align IT with institutional efforts and assess the external context.

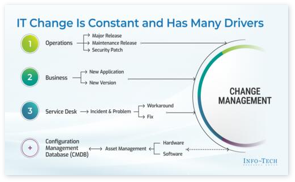
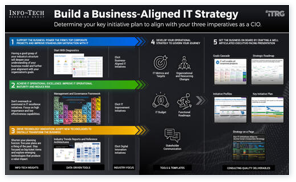
Initiate strategic business-IT synergy
Challenge:
Navigate complex IT-business alignment in manufacturing.
Why It Matters:
Drive growth and competitiveness through IT business relationship management.
Solution:
Understand business needs. Collaborate with stakeholders.
1
Technology Research
Manufacturing

Shreyas Shukla
Principal Research Director
Featured Research
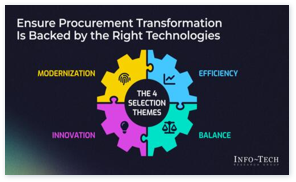
Power Resilience, Agility, and Savings With Manufacturing Procurement Technologies
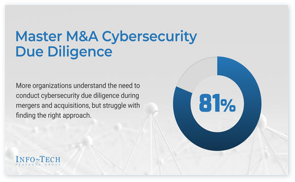
Strengthen cybersecurity practices
Challenge:
Navigate the ever-evolving and complex cyberthreat landscape.
Why It Matters:
Safeguard information and organizational resilience.
Solution:
Establish and execute a systematic cybersecurity strategy. Enhance visibility and understanding of cybersecurity posture.
2
Technology Research
Manufacturing
Shreyas Shukla
Principal Research Director
Featured Research

Design and Implement a Business-Aligned Security Program

Build, Optimize, and Present a Risk-Based Security Budget

Adopt Industry 4.0/5.0
Challenge:
Overcome barriers to technological transformation.
Why It Matters:
Foster growth, innovation, and sustainability.
Solution:
Develop strategic partnerships. Engage in joint R&D initiatives.
3
Technology Research
Manufacturing
Shreyas Shukla
Principal Research Director
Featured Research


Effectively integrate AI and generative AI
Challenge:
Overcome the complexities of AI and generative AI.
Why It Matters:
Revolutionize efficiency and innovation in manufacturing.
Solution:
Be a pioneer and implement AI initiatives early. Use generative AI for enhanced decision-making.
4
Technology Research
Manufacturing
Shreyas Shukla
Principal Research Director
Featured Research

Integrate Artificial Intelligence Into Your Manufacturing Operations

Generative AI Use Case Library for the Food & Beverage Manufacturing Industry

Generative AI Use Case Library for the Chemical & Pharmaceutical Manufacturing Industry

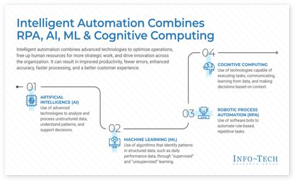
Unlock the potential of intelligent automation
Challenge:
Adopt automation for augmentation.
Why It Matters:
Enhance human capabilities and efficiencies.
Solution:
Accelerate modernization efforts. Master the evolving technology ecosystem.
5
Technology Research
Manufacturing
Shreyas Shukla
Principal Research Director
Featured Research
Empower Your Manufacturing Organization With the Potential of Intelligent Automation

Generative AI Use Case Library for the Durable Goods Manufacturing Industry

Generative AI Use Case Library for the Non-Durable/Consumer Packaged Goods Manufacturing Industry

Integrate Artificial Intelligence Into Your Manufacturing Operations
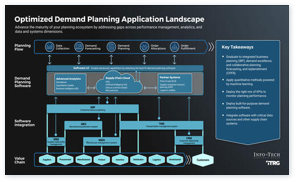
Embrace demand planning technologies
Challenge:
Conquer legacy system roadblocks.
Why It Matters:
Secure the future of manufacturing.
Solution:
Embrace specialized demand planning systems. Implement a comprehensive planning philosophy.
6
Technology Research
Manufacturing
Shreyas Shukla
Principal Research Director
Featured Research
Master supply chain visibility
Challenge:
Navigate supply chain complexities.
Why It Matters:
Transform visibility into business victory.
Solution:
Centralize information with supply chain control towers. Use advanced technologies
for enhanced visibility.
7
Technology Research
Manufacturing
Shreyas Shukla
Principal Research Director
Featured Research

Using Supply Chain Control Tower for Competitive Differentiation
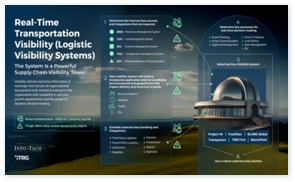
Real-Time Transportation Visibility (Logistic Visibility Systems)

Achieve sustainability and compliance excellence
8
Technology Research
Manufacturing
Shreyas Shukla
Principal Research Director
Featured Research
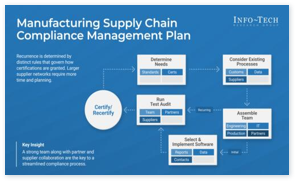
Ensure Your Products Have a Compliant Manufacturing Supply Chain

Understand Sustainability Compliance in Chemical Manufacturing


{kind=link}
About Info-Tech
Info-Tech Research Group is the world’s fastest-growing information technology research and advisory company, proudly serving over 30,000 IT professionals.
We produce unbiased and highly relevant research to help CIOs and IT leaders make strategic, timely, and well-informed decisions. We partner closely with IT teams to provide everything they need, from actionable tools to analyst guidance, ensuring they deliver measurable results for their organizations.
What Is a Blueprint?
A blueprint is designed to be a roadmap, containing a methodology and the tools and templates you need to solve your IT problems.
Each blueprint can be accompanied by a Guided Implementation that provides you access to our world-class analysts to help you get through the project.
Talk to an Analyst
Our analyst calls are focused on helping our members use the research we produce, and our experts will guide you to successful project completion.
Book an Analyst Call on This Topic
You can start as early as tomorrow morning. Our analysts will explain the process during your first call.
Get Advice From a Subject Matter Expert
Each call will focus on explaining the material and helping you to plan your project, interpret and analyze the results of each project step, and set the direction for your next project step.
Unlock Sample Research